ISSN: 3005-8198 (online) | 3005-818X (print)
Volume 3, Issue 3 (July - September 2025) Pages 1-13
Department of Civil Engineering, Al-Maaref University, Airport Avenue, Beirut, Lebanon.
Glass waste is a pervasive phenomenon, with significant local and global implications. Low-E glass, a material that has gained prominence in the building industry due to its energy-efficient properties, which have been demonstrated to reduce heating costs, is not currently being recycled. Silica, the primary component of glass, renders glass powder a potential partial replacement for cement in concrete applications, thereby contributing to sustainability efforts. Glass powder, composed of fine particles measuring 300 micrometers, undergoes a chemical reaction with cement hydrates, known as pozzolanic activity, leading to the formation of Calcium Silicate Hydrates (C-S-H). The objective of this research is to assess the viability of employing Low-E glass powder as a partial cement replacement in 15×20×40 cm³ load-bearing mortar blocks. The experimental blocks, with glass-to-cement replacement percentages of 0%, 10%, 15%, 20%, and 25% by mass, were subjected to rigorous testing to assess their compressive strength, absorption, and thermal conductivity. Given that glass does not require water, the water-to-cement ratio was maintained at 0.61 for all samples. The findings indicated an enhancement in compressive strength after 55 days, with the optimal replacement percentage determined to be 20%. Furthermore, an increase in the replacement percentage resulted in a reduction in absorption, average weight, and thermal conductivity of the blocks.
Keywords: Glass Waste; Low-E Glass; Sustainability; Recycling; Building Blocks; Bearing Elements; Compressive.
By 2018, the glass industry had reported a total of 27 million metric tons of glass as having been recycled. However, this accounted for a mere 21% of global glass waste at that time (Glass Recycling Facts Globally 2018| Statista, n.d.). In the context of Lebanon, the sole green glass manufacturing facility that previously engaged in the recycling of glass into bottles was destroyed during the July War of 2006 and has not been rebuilt. This has led to the disposal of 71 million bottles in landfills and forests annually. Despite the continued utilization of glass bottles, their recycling remains infrequent. Moreover, the explosion at the Beirut port has exacerbated the ongoing glass waste crisis in Lebanon. Despite the efforts of certain initiatives, such as the Green Glass Recycling Initiative Lebanon (GGRIL) in collaboration with Sarafand glassblowers (The Malt Gallery – Recycling Lebanon, One Bottle at a Time!, n.d.), these initiatives have primarily focused on clear glass, thereby leaving other types, such as Low-E glass, unaddressed.
Firoozi et al. (2024) investigated recent advancements in sustainable building materials, emphasizing their development, applications, and performance. The study encompasses a diverse array of materials, ranging from those sourced naturally to those manufactured synthetically. It evaluates the production methodologies employed, the extent of their usability, and their environmental impact. The data presented indicates that the utilization of recycled glass results in energy savings of 20-30% and a reduction in carbon footprint of 10-20% compared to virgin materials.
The utilization of Low-E glass is predominantly driven by its energy-saving properties and the negligible cost difference compared to clear glass. This renders it an indispensable material within the Lebanese market. Given the necessity of responsible resource management in sustainable construction, there have been efforts to repurpose Low-E glass waste in the building industry. Glass is predominantly composed of silica, which exhibits chemical similarities with cement. Research has demonstrated that milling glass augments its reaction with cement hydrates through a pozzolanic reaction, resulting in the formation of Calcium Silicate Hydrate (C-S-H) (Rashad, 2014). As indicated by previous studies, glass-containing concrete has been demonstrated to exhibit chloride permeability resistance and reduced efflorescence, a phenomenon attributable to the consumption of lime during pozzolanic activity (Matos & Sousa-Coutinho, 2012).
A number of studies have examined the potential of waste glass powder (WGP) as a substitute for a portion of the cement in concrete. The cement was substituted with varying percentages of waste glass powder, while the water-to-cement (w/c) ratio was varied. The findings demonstrated that compressive strength exhibited an initial increase, followed by a subsequent decline as the water-to-cement ratio (w/c ratio) increased (Li et al., 2021). Research on glass-cement mixtures has demonstrated improvements in compressive and flexural strength, along with enhanced chloride permeability resistance at later curing ages compared to conventional concrete. These findings suggest that recycled glass powder exhibits pozzolanic properties, rendering it a viable supplementary cementitious material in concrete mix designs.
Subsequent studies corroborated these findings, evidencing an enhancement in compressive and flexural strengths relative to control concrete at advanced ages of curing (Kamali & Ghahremaninezhad, 2015). A trial mix design was devised with the objective of attaining a target compressive strength of 35 MPa after 28 days of curing. The experimental concrete, comprising 10–25% glass replacement, demonstrated a successful achievement of the target strength at varying curing ages. However, the concrete with 25% replacement exhibited an inadequate strength, failing to meet the stipulated requirement. The mixture containing 20% glass replacement exhibited 10–14% higher strength than the control concrete (Dvořák et al., 2017). Moreover, the inhibitory effect of waste glass powder on alkali-silica reaction (ASR) remains to be elucidated. The precise quantity of glass powder admixture and its effectiveness in mitigating ASR are yet to be determined (Chen et al., 2024). The incorporation of waste glass powder (WGP) has been demonstrated to mitigate shrinkage and long-term creep strain by enhancing the densification of the concrete matrix, particularly at replacement levels ranging from 10% to 25%, which are considered optimal. This approach has been demonstrated to enhance load distribution and moisture retention, thereby reducing deformation and cracking (Barbhuiya et al., 2025).
Maintaining a constant water-to-cement ratio while adjusting the cement-to-glass replacement percentage (0–25%) revealed that a 20% replacement was the most optimal both environmentally and economically, leading to a 14% reduction in cement costs (Islam et al., 2017). Furthermore, the incorporation of 20% WGP in concrete cubes as a cement substitute resulted in a 12.5% increase in compressive strength, accompanied by enhancements in other mechanical properties. However, an inverse correlation between workability and WGP content was observed, attributed to the increased surface area of WGP (Zanwar & Patil, 2021).
Preliminary studies have demonstrated that a reduced substitution of cement or fine aggregate with waste glass, which contains finer particles, can yield positive outcomes. However, the findings reveal contradictory results, indicating that the optimal mix design has yet to be identified (Harrison et al., 2020). Additionally, the available data regarding the utilization of E-glass powder in concrete blocks and its subsequent impact on the resulting properties remains constrained.
The objective of this research is to assess the viability of substituting cement with Low-E glass powder in load-bearing masonry blocks, representing a contribution to sustainable construction. Mortar blocks with 0%, 10%, 15%, 20%, and 25% glass-cement replacement by mass were cast and tested. The dimensions of the 15×20×40 cm³ blocks were meticulously calibrated to align with the dimensions of the commercially available blocks in the Lebanese market. The weight, density, and dimensions of all blocks were recorded, and tests for compressive strength, absorption, and thermal conductivity were conducted to assess their performance.
It is imperative to acknowledge that prior studies on glass replacement in concrete predominantly centered on cylindrical specimens, neglecting to consider building blocks. However, if the compressive strength of concrete cylinders is enhanced by glass replacement, a similar enhancement can be expected in concrete blocks as well. This study contributes to the existing body of research by specifically examining the impact of glass-cement replacement on load-bearing concrete blocks, as opposed to cylinders. The experimental program will evaluate the compressive strength and absorption properties of concrete blocks with 0%, 10%, 15%, 20%, and 25% glass-cement replacement at curing ages of 16 and 55 days, maintaining a constant water-to-cement (w/c) ratio of 0.61. In contrast to previous studies, this research will utilize low-E glass powder as the replacement material. A minimum of 16 specimens will be prepared for testing. Preliminary results suggest the potential for further validation of the findings through additional testing. Such additional testing could also facilitate the exploration of other relevant properties.
As demonstrated in Figures 1 and 2, the properties of the aggregates examined in the mix design are delineated. The bulk density of the samples was measured in accordance with the standards outlined in ASTM C29/C29M-07 (2007), while the absorption and specific gravity were evaluated based on the protocols specified in ASTM C127-15 (2015). The results of this study are presented in Table 1. The aggregates are classified as structural normal-weight aggregates, as indicated by their measured bulk density of 1660 kg/m³. This classification encompasses a range of 1100 to 1750 kg/m³, as defined in the ASTM C331-05 standard (2005).

Figure 1. Bulk Density Test

Figure 2. Absorption Test
Table 1. Aggregate Physical Properties.

A sieve analysis test was conducted on the aggregates utilized in the mix design (ASTM C136-06, 2006), employing the sieves depicted in Figure 3.

Figure 3. Sieve Diameters Used
Figure 4 presents the outcomes of the sieve analysis test conducted on the aggregates in question. Subsequently, the aggregates were stored in the laboratory under controlled external conditions, with the objective of preserving their water content and, by extension, their properties until the day of pouring.
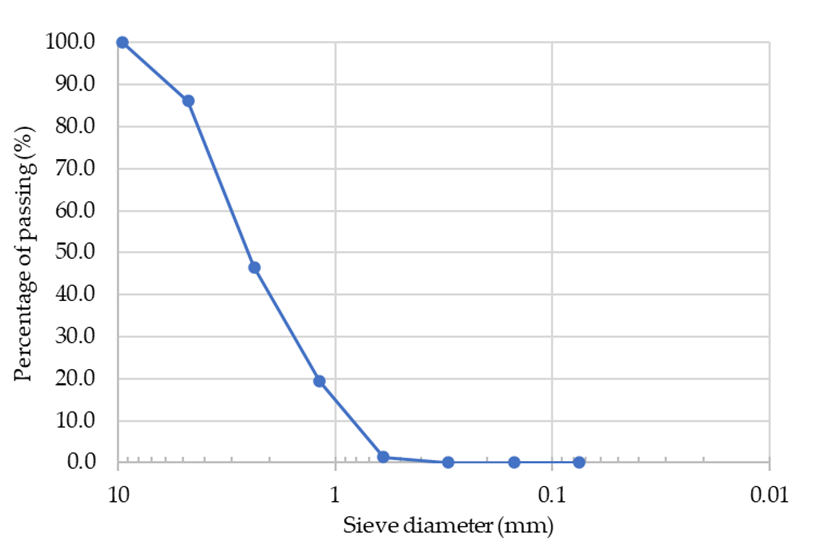
Figure 4. Aggregate Sieve Analysis Results
The experimental design incorporated Low-E glass from broken windows as a constituent component of the mixture. The glass was ground to a particle size ranging from 30 to 300 micrometers using a 1500 W machine operating at 28,000 revolutions per minute. The particles that passed through a 300-micrometer sieve were collected and stored in a sealed container for use as a partial cement replacement at varying percentages of 0%, 10%, 15%, 20%, and 25%. The specific gravity of the processed glass was measured at 2.55.
Portland cement PA-Z 42.5 type C, sourced from the Sibline factory, was utilized in accordance with Lebanese standards (Libnor NL 53:1999) and European standards (EN 197-1 CEM II/AL 42.5N) (Sibline Cement – Sibline, n.d.). This cement, classified under the 42.5 N strength category, consists of approximately 95% clinker and 5% gypsum. The specific gravity of the cement was recorded as 3.15, with a fineness ranging between 20 and 45 μm (ASTM C115-96a, 2003).
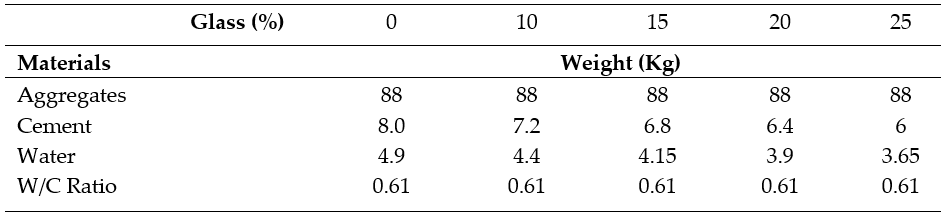
Concrete blocks measuring 15×20×40 cm³ were cast, their dimensions recorded, and then subjected to absorption and compressive strength testing. Furthermore, 30×30×2.5 cm³ tiles were meticulously prepared and examined to ascertain their thermal conductivity (λ). The mixture design, as presented in Table 2, was formulated to maintain a constant water-to-cement ratio of 0.61, with the percentage of glass-cement replacement being the only variable.
Table 2. Mix Design Quantities for 4 Blocks.
For each glass-cement replacement percentage, three tiles were cast to determine the average thermal conductivity of the blocks. The composition of the mixture remained constant, with the exception of the addition of fine aggregates, defined as particles with a diameter less than 2.36 mm. The incorporation of these fine aggregates was instrumental in achieving a smooth surface that was conducive to the subsequent thermal conductivity testing. The dry materials were thoroughly amalgamated for a duration of one minute prior to the incorporation of the pre-measured water, subsequently followed by a period of three minutes during which the mixture was subjected to continued agitation. The mixture was subsequently poured into molds measuring 30×30×2.5 cm³ and compressed using a 40 MPa press, as demonstrated in Figure 5. The tiles were marked with sprayed dots for identification and left to harden for 16 days, positioned vertically on their 2.5 cm side. Subsequent to the hardening process, the specimens were meticulously transferred to the laboratory for the purpose of testing.

Figure 5. Tiles Pouring
The mixing quantities were prepared on-site for all Glass-Cement Replacement Percentages (GCRP) under the same weather conditions to ensure accurate results. A total of four blocks were poured for each GCRP. Initially, the dry materials were amalgamated for a period of one minute prior to the introduction of the requisite water quantity. Thereafter, the mixture was subjected to a three-minute remixing process, continuing until the desired texture was attained. The mixture was subsequently transferred into two 20×40×15 cm³ (H×L×W) molds of the block-forming machine and subjected to a compression process utilizing three 14 MPa presses, resulting in the formation of two blocks at a time. Subsequently, the blocks were extracted from the machine molds and positioned on the floor for the curing process, as depicted in Figure 6. Each portion of the mixture was distinguished by the application of spray dots and subsequently cured with water for a period of five days prior to its relocation to the laboratory. The mold utilized for this study measured 20×40×15 cm³ (H×L×W).

Figure 6. Blocks Pouring
The poured blocks were first cured in place for five days before being carefully moved to the laboratory and stored according to ASTM testing recommendations (ASTM C192/C192M-25, 2025). The weight, length, width, height, face, and web shells of each block were measured and recorded. Following a 16-day period of pouring, half of the blocks were subjected to compression testing. From each mix design, two portions of cracked blocks were meticulously cleaned of any extraneous materials and stored in water for a 24-hour period to facilitate absorption testing. These steps were repeated on day 55 of the pouring process. Concurrently, the thermal conductivity of the tiles was evaluated on the sixteenth day of the pouring process. The results obtained were meticulously documented for the purpose of subsequent observation and analysis.
The specimens were weighed, and an average weight was calculated for each glass-cement replacement percentage. The variation in weight as a function of glass percentage was plotted, and Figure 7 illustrates the trend in block weight reduction with increasing glass content.
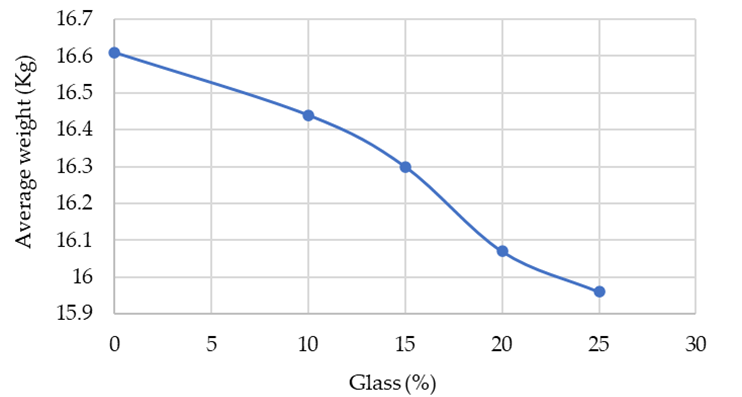
Figure 7. Block’s Average Weight at Different Glass Percentages
The mean weight of the blocks exhibited a gradual decrease from 16.6 Kg for 0% glass-to-cement replacement to 15.96 Kg for 25% replacement. A decline of approximately 4% was observed in block weight, which corresponds to a reduction in the superimposed dead load. Consequently, the construction of a lighter building results in a decrease in material quantities required (cement, steel, etc.) and an associated cost reduction.
According to the provisions stipulated in ASTM C140-03 (2003), an absorption test was conducted on the cracked portions of the blocks. As demonstrated in Figure 8, the absorption levels decrease in proportion to the increase in glass content.
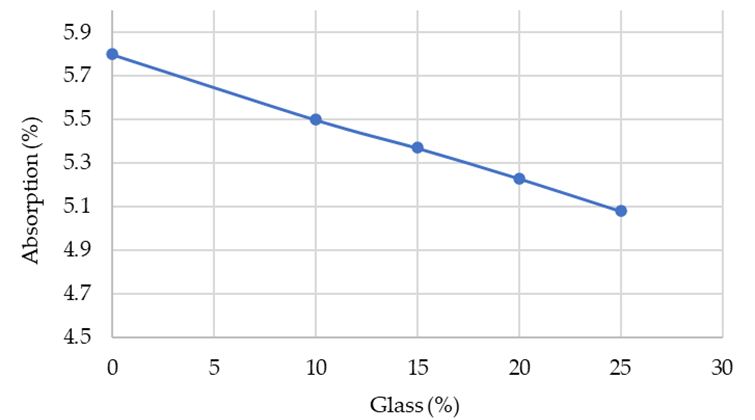
Figure 8. Block’s Absorption at Different Glass Percentages
The water absorption of the blocks exhibited a linear decrease, ranging from 5.8% for the control block (0% replacement) to 5.08% for 25% glass replacement. This reduction has a positive impact on the application of plaster. Specifically, the blocks exhibit reduced water absorption from the plaster mortar, ensuring adequate water availability for cement hydration and hardening without inducing shrinkage cracks. Furthermore, the reduction in water absorption decreases the likelihood of water seepage.
The compressive strength test was conducted by applying uniaxial pressure to the block and recording the value at complete failure. The testing was carried out using an automatic concrete compression machine with a maximum capacity of 3000 kN, which was motorized with a Servo-Plus Progress control unit. The test was conducted in accordance with two established codes: ASTMC1314-21 (2021) and ASTMC1716/C1716M-21 (2021). A total of three blocks were evaluated for each percentage at varying curing periods (16 and 55 days), and the mean compressive strength was documented. Figures 9 and 10 illustrate the change in compressive strength for curing periods of 16 and 55 days as glass content increases.
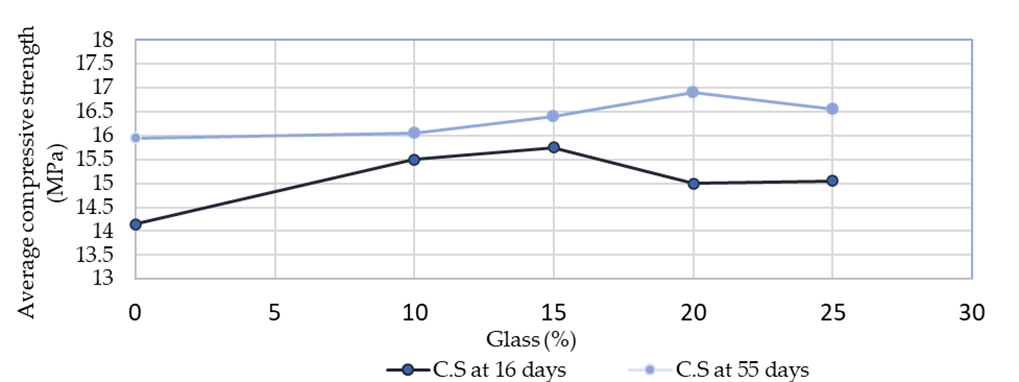
Figure 9. Compressive Strength at 16 and 55 Days
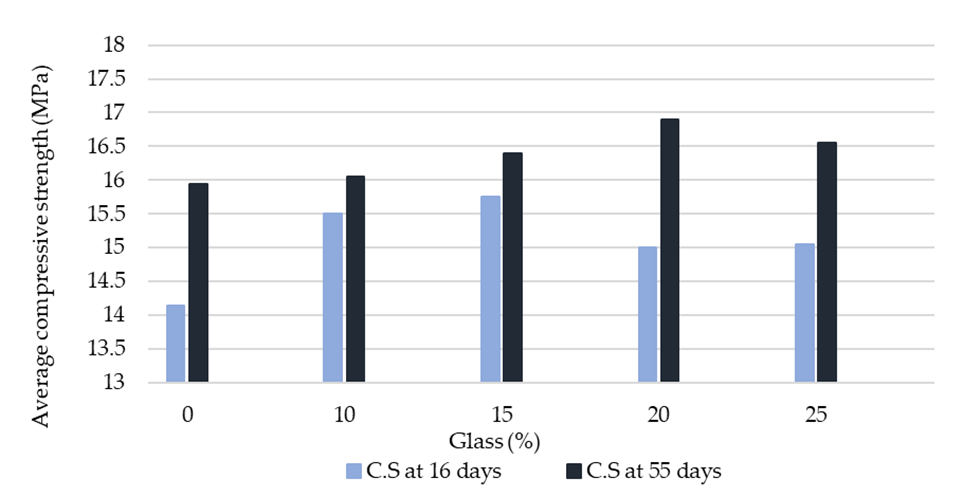
Figure 10. Compressive Strength Bar Graph
At 16 days, lower compressive strength values were observed, with an approximate measurement of 14.2 MPa for 0% replacement. The strength exhibited an initial increase to a maximum of 15.75 MPa at 15% replacement, subsequently decreasing to 15.1 MPa as the replacement percentage increased to 20%. The compressive strength exhibited minimal variation, remaining nearly constant as the replacement level reached 25%. At 55 days, a compressive strength of 15.9 MPa was recorded for the 0% replacement specimen. The strength exhibited a direct correlation with the replacement percentage, reaching a maximum of 16.9 MPa at 20% replacement before decreasing to 16.55 MPa at 25% replacement.
The findings revealed that the compressive strength of all blocks containing glass surpassed that of the control blocks (0% replacement) at both 16 and 55 days. The findings indicated an enhancement in compressive strength over time, accompanied by a transition in the peak compressive strength from 15% to 20% replacement. The most significant increase in strength was observed at 20% glass-cement replacement, thereby validating the findings of prior studies that identified this percentage as the optimal replacement level.
In accordance with the provisions stipulated in ASTM C1363-19 (2019), the experimental procedure involved the implementation of Fourier’s law and the utilization of the WL376 machine. The testing process entailed the evaluation of concrete tiles exhibiting varying glass-cement replacement percentages, with each tile undergoing individual assessment. Each tile was exposed to a hot plate at the top, with a temperature of 80°C, and a cooled plate at the bottom, maintained at 40°C using water circulation. Subsequently, the thermal conductivity of the tiles was measured. As illustrated in Figure 11, the machine is composed of various components, while Figure 12 presents an example of a test result.
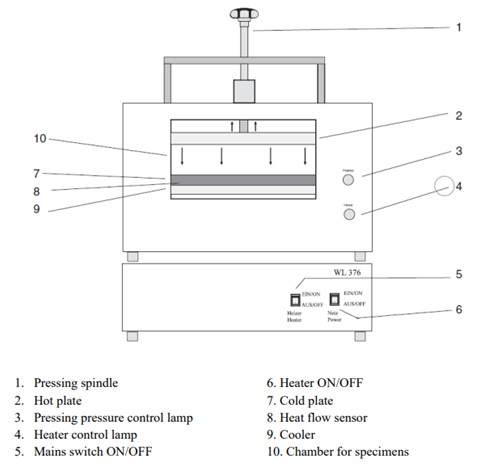
Figure 11. WL376 Machine Components
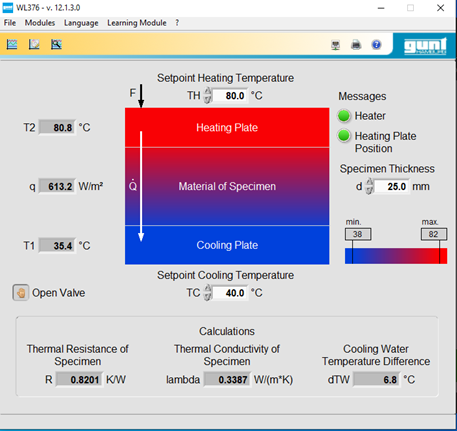
Figure 12. Thermal Conductivity Test Results Example
The thermal conductivity of the concrete tiles was examined post-curing, after a 16-day period, with the results presented graphically in Figure 13.
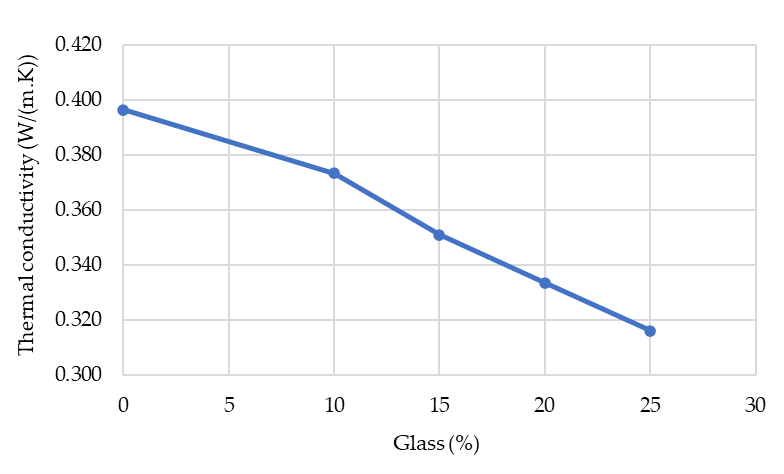
Figure 13. Thermal Conductivity at Different Replacement Percentages
The thermal conductivity of the blocks was measured as 0.396 W/(m·K) for 0% glass-cement replacement. This value gradually decreased to 0.316 W/(m·K) as the replacement percentage increased to 25%. The reduction in thermal conductivity, estimated at approximately 20%, signifies a reduction in heat transfer, enhanced insulation properties, and a consequent decrease in heating and cooling energy expenditures. This outcome is consistent with the prevailing hypothesis, as thermal conductivity is found to be considerably influenced by moisture content. In addition, the phenomenon under investigation is analogous to the effect of incorporating plastic fibers into concrete, as demonstrated in the study by Poonyakan et al. (2018). Therein, the thermal conductivity values of the resulting concrete exhibited a decrease in proportion to the increasing volume fractions of plastic fibers. The thermal conductivities of the samples were found to be 2–31% lower than those of the mortar.
Maintaining a constant water-to-cement (w/c) ratio while reducing the cement quantity results in a decrease in the required water content, consequently leading to reduced thermal conductivity. Furthermore, additional research is necessary to compare the effects of low-emissivity (low-E) glass and clear glass replacements to determine whether they influence thermal conductivity.
The minimum face and web thickness requirements for bearing concrete blocks, as specified by (ASTM C90-22, 2022) , are presented in Table 3. All tested specimens met the ASTM requirements for bearing concrete blocks:
Table 3. Minimum Face Shell and Web Requirements for 15 cm Blocks.

The strength, absorption, and net area compressive strength requirements for bearing concrete blocks, according to (ASTM C90-22, 2022) , are listed in Table 4. All specimens satisfied these requirements:
Table 4. Strength, Absorption and Density Requirements for Normal Weight 15cm Blocks.

The accumulation of glass waste, particularly low-emissivity (low-E) glass, which is non-recyclable, underscores the necessity for sustainable solutions in construction. A number of studies have examined the potential use of glass waste in construction materials; however, none have specifically investigated the incorporation of low-E glass powder as a partial cement replacement in concrete building blocks. This research addresses this critical gap in the existing literature. The properties and mix designs of the materials (cement, aggregate, and glass) were determined through laboratory testing. Concrete blocks and tiles were produced and subsequently subjected to a series of rigorous testing procedures, encompassing absorption, compression, and thermal conductivity assessments. Subsequently, the findings were juxtaposed with the ASTM standards stipulated for bearing blocks.
The findings indicate that the incorporation of glass powder as a partial cement replacement enhances the strength, thermal insulation, and moisture resistance of concrete blocks, while concurrently reducing their weight. This study underscores the promise of an eco-friendly, cost-effective material for sustainable construction.
Subsequent research endeavors should investigate replacement percentages that exceed 25% to ascertain the maximum permissible substitution while adhering to ASTM standards. Furthermore, investigations on glass-aggregate replacement in 20% glass-cement blocks have the potential to further expand the potential for glass waste recycling.
Furthermore, it is imperative to examine the long-term durability of masonry blocks with low-E glass powder under various environmental conditions, including freeze-thaw cycles.
Subsequent research endeavors should concentrate on conducting a comprehensive cost-benefit analysis to evaluate the economic viability of incorporating low-E glass in construction.
Furthermore, the exploration of the synergistic effects of combining low-E glass with other waste materials, such as fly ash, could potentially offer additional benefits in enhancing the properties of these concrete blocks.
H.M: Conceptualization, Methodology, Supervision.
Z.T: Methodology, Writing of the original draft.
A.H: Methodology, , Writing – review & editing.
F.D: Conceptualization, Methodology, Data curation.
H.T: Conceptualization, Methodology, Data curation.
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
No generative AI or AI-assisted technologies were used in the preparation of this manuscript.
The data that supports the findings of this study are available from the corresponding author upon reasonable request
The authors declare that there is no acknowledgement to be made.
This study did not involve human participants or animals; hence, no ethical approval was required.
Cite: Mouzanar, H., Tarhini , Z., Hatoum, A., Diab , F., & Tawbe , H. (2025). Enhancement of Concrete Building Blocks Properties Through the Incorporation of Low-E Glass. Steps For Civil, Constructions and Environmental Engineering, 3(3), 1–13. https://doi.org/10.61706/sccee12011172
![]() Copyright: © 2025 by the authors. Licensee Scientific Steps International Publishing Services, Dubai, UAE.
Copyright: © 2025 by the authors. Licensee Scientific Steps International Publishing Services, Dubai, UAE.
This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).



An independent academic publisher with an editorial team including many of the top researchers in the world. SSG publishes research, review, and case report articles in double-blind, peer-reviewed, open access scientific and academic journals.
Copyright © 2025 Scientific Steps International Publishing Services LLC (Dubai – United Arab Emirates)